スプライスプレス レシピ開発 – Part II:基本事項
 エンドレスコンベヤベルトのための新しいスプライス レシピの開発は、特に技術情報を十分に利用できない場合では、挑戦的なプロセスとなります。経験豊かなベルト製造業者は、提供したベルト用の1つのレシピで1種類のスプライスプレスが稼働することは知っていますが、他については知りません。
エンドレスコンベヤベルトのための新しいスプライス レシピの開発は、特に技術情報を十分に利用できない場合では、挑戦的なプロセスとなります。経験豊かなベルト製造業者は、提供したベルト用の1つのレシピで1種類のスプライスプレスが稼働することは知っていますが、他については知りません。
Flexcoはそのグローバルチームの中にエンドレススプライシングの知識を大量に蓄積しており、スプライスプレス レシピ開発はブログでお話しするトピックとして最適なのではないかと考えました。しかし、1つのブログ記事では基本をお話しするのに十分ではないと判断し、2つのシリーズPart IとPart IIでお話しすることとしました。
先週のブログ記事では、レシピを作成する時にどこから始めるか、特にベルトの種類がどのようにレシピに影響するかに焦点を当ててお話ししました。このブログでは、ベルト スプライス レシピ開発の基本と、適切なベルトの選択に役立つその他のツールや技術に焦点を当てていきます。
スプライス レシピ開発の基本
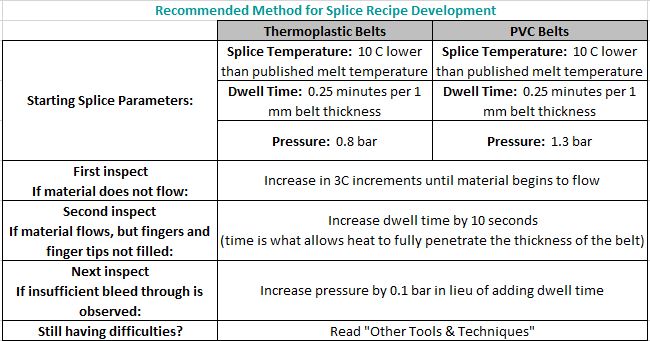
ベルトの種類を特定したら、レシピの中で重要な3つの要素である温度、圧力、時間についての検討が必要となるでしょう。
- 温度:理想的なスプライシング温度を考えます。塑性流動に対して十分な温度が必要であり、一方で温度を高くしすぎて、ポリマー鎖を分解したりベルトの力学的性質を著しく弱めないよう、注意深く設定します。この発生は、どのようにわかりますか?スプライスのカバーやボトムに茶色のスポットが現れます。この茶色いスポットは、スプライス欠陥の初期症状で、将来的なダウンタイムのサインとなります。
- 圧力:プラスチックが動くよう、適切な圧力を決定します。十分な圧力でプラスチックを安定して動かし、フィンガー間のすき間を充填することが必要ですが、プラスチックが過度にフィンガーに流れてブリードスルーが発生し、最悪の場合はフィンガーが洗い出されてしまうため、圧力をかけすぎないようにします。理想的な圧力は、フィンガーの縁で薄く均一なラインとなることです。過度のブリードスルーは、ベルトとコンベヤコンポーネントの摩擦係数を変化させます。
- 時間:この動きは瞬時には発生しないため、素材の移動が発生するために一定の時間が必要です。
これらの事柄はすべて相互関係をもち、スプライス レシピ開発プロセスを複雑にしています。例えば、温度が十分でない場合、PVCはゆっくりとした速度で流れます。この場合、圧力と滞留時間の両方、またはどちらかを増加して許容できるスプライスを得ることができますが、ブリードスルーは増加します。この代わりに推奨するのが、温度を上げてプラスチックモジュールをより簡単に流れるようにすることです。
その他のツールと技術
たとえすべての要素がしかるべき場所にあったとしても、予熱、上部と底部のプレス温度を変化させたりホイルを使用するなど、いくつかの他の変数がスプライスに影響を与えます。
予熱:サイクルプレスの素早いスピードにより、ベルトの厚さ全体に十分に熱が伝わり適切なスプライスが得られるようにするため、熱の上昇をゆっくりにする必要がある場合があります。ベルトが厚い部分上にあったり、両面をシリコーンパッド パターンでプロファイルされたベルトであった場合、スプライシングの前に「予熱」を使用して適切にベルト全体の厚さ方向に熱を浸透させておくことが推奨されます。
これは冷凍肉を料理する場合と似ています。ホットオーブンに置く前に肉の霜取りをしておかないと、肉の外側は良く焼けているように見えても、内部はまだ生焼け状態となることがあるでしょう。
厚いベルトをスプライスする場合、または厚いプロファイルパッドが使用されている場合、低温用で設定できるプレスを使用し、この部分で時間をかけて保持し、ベルトの厚み方向全体の温度を最終スプライス温度近くまで上昇させます。これを予熱サイクルと言います。予熱サイクルが完了すると、プレスは温度を上昇させてスプライシング温度に合わせ、サイクルを完了し、適切で一貫したブリードスルーにより強い完成したスプライスとなります。
 上部と底部のプレス温度変化:ベルトは通常、その配合の中で対称的ではなく、上部と底部で異なる温度を適用する必要がある場合もあります。1つの例としては、ブリードスルーが底部に表れているがフィンガーは充填されていないベルトの場合です。この場合、底部スプライス温度を下げて上部スプライス温度を上げることを考えます。
上部と底部のプレス温度変化:ベルトは通常、その配合の中で対称的ではなく、上部と底部で異なる温度を適用する必要がある場合もあります。1つの例としては、ブリードスルーが底部に表れているがフィンガーは充填されていないベルトの場合です。この場合、底部スプライス温度を下げて上部スプライス温度を上げることを考えます。
もう1つの例としては、高いデュロメータ硬度のPVC処方(ベルト底部にダイヤモンドプロファイルなど)で、簡単には流れないものの場合です。この場合、追加で5~10℃ (41~50℉) が必要です。柔らかい処方の場合は、これとは逆になるかもしれません。
上部と底部のプレートに異なる温度を設定できるようなプレスを選択することが重要です。Flexco製 Novitool® Aero® スプライスプレスでは、これらの特別な環境で使用できます。  Aeroプレスのデモ版をご依頼ください。
Aeroプレスのデモ版をご依頼ください。
ホイルの使用:通常、適切な時間でオプションのスプライス パラメータを作成するために注意を払った上でフィンガースプライシングを実施する時は、ホイルの使用は必要ありません。ホイルにより厚みは増しても、追加強度は提供されないため、ホイルなしでのスプライシングが推奨されます。とはいえ、極めて薄いトップカバーのベルトがあったり、フィンガーティップのピンホールを埋める必要がある場合もあります。
ベルト製造業者はほとんどの場合はホイルをコイル状態で販売しますが、他のオプションとしてプライセパレータを使用して自身のホイルをベースのベルト素材から作成することも考えられます(残余の使用として有効)。Flexco製 Novitool® Ply 130™ プライセパレータは、この作業用のツールであり、正確に熱可塑性ベルトを厚さ0.35mmで分離してホイルを作成します。
スプライス レシピ開発で習うより慣れろ
 |
| Aero® プレスにより、レシピはUSBフラッシュドライバーを介して、ツールからエクスポートしてプレスへ転送することが可能です。 |
スプライス パラメータの設定では科学の原理が適用されている部分がありますが、これはアートであり科学ではないことを頭に入れておきましょう。試行錯誤が必要ですが、オペレーターはしっかりとした開始地点から順序立てて作業し、最適なスプライスを生み出せるようになってください。温度、時間、圧力は常に追加し、取り除かないようにしてください。一度、スプライス パラメータを作成すれば、その後の使用のために記録を残すことができます。Aeroプレスは、レシピ管理ツールも備えており、1,000以上のレシピをツールと現場の間で保存できます。
著者:ミシェル・グレイブス
彼は、グローバルビジネス、マーケティングプラン、テクニカル サポート及び、Novitool® 製品シリーズのための軽搬送ベルト市場に関連する活動(新製品開発、市場分析、グローバル戦略)を包括的に管理しています。グレイブスは、アルビオンカレッジを卒業し、グランドバレー州立大学の修士号を取得しました。

Subscribe to the Flexco Blog
関連ブログ
公開日
January 08, 2019製品グループ
- エンドレススプライス加工システム
問題
- スプライスの一貫性
- ダウンタイム
- メンテナンス